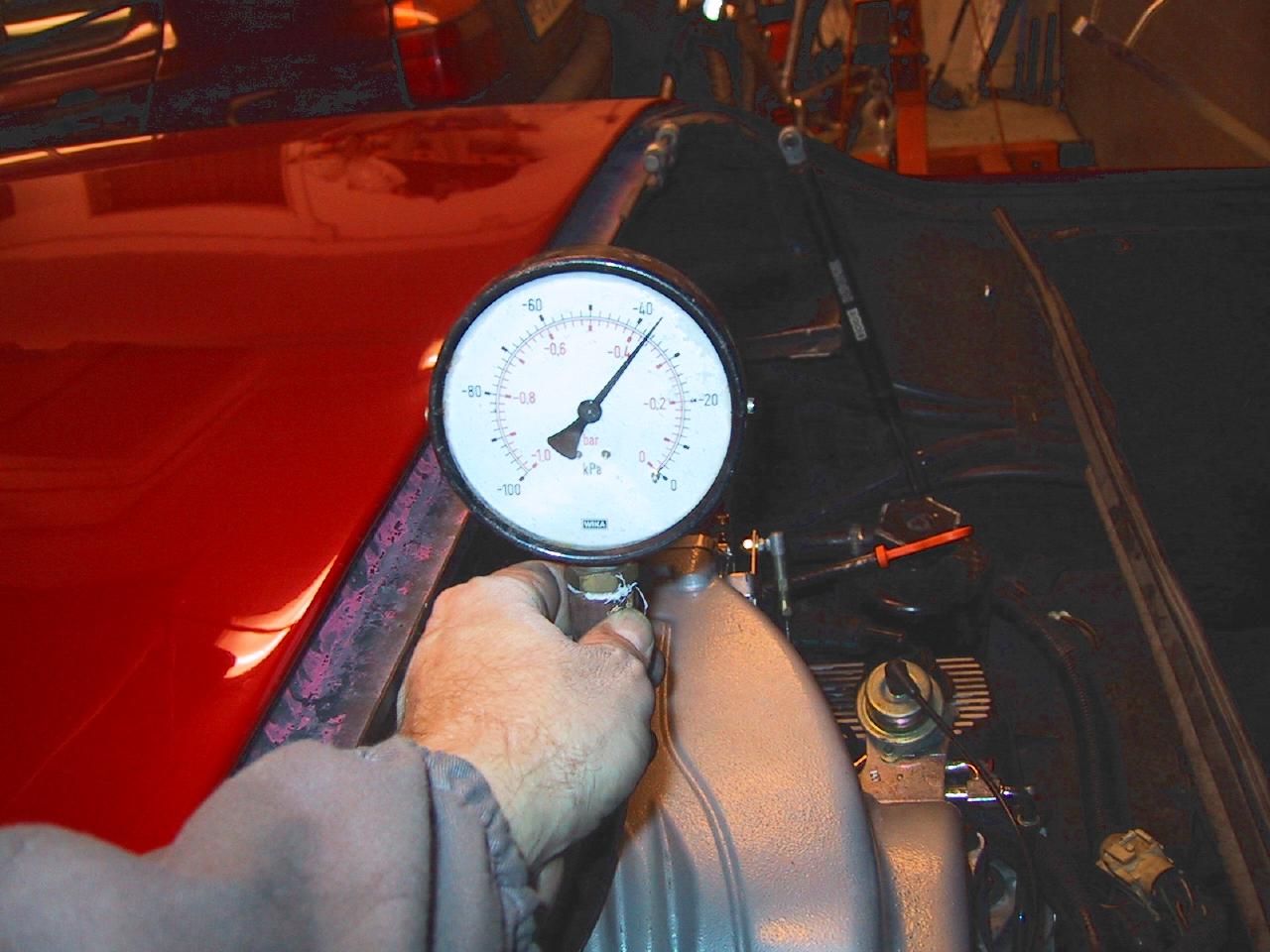
Hooking up a vacuum gauge to the PCV-fitting in the intake proved that there definitely is a problem. Less than 0.4bar (12in hg) vacuum on a stock 2V engine. The needle would also start to jump if I increased the idle rpms and it would take a few seconds to settle once it returned to normal idle.
To be able to better test the condition of the piston rings and valves I built a simple leak down tester.
I tested the left bank, which was the one having the greatest problem with plug fouling, and the result showed that the engine definitely needed a rebuild.
One cylinder leaked around 14%. Amazingly this was cylinder #7!
Two cylinders leaked 24%, and one cylinder leaked 30%.
I could hear one cylinder hissing through the exhaust, which indicates a leaking valve. I could also hear air hissing past the rings when I removed the oil cap, which indicates leaking rings.
An engine on good shape should leak no more than around 5%, and to verify
that the tester was OK I tested one cylinder in a VW Golf with around 180kkm,
and it leaked around 4%.

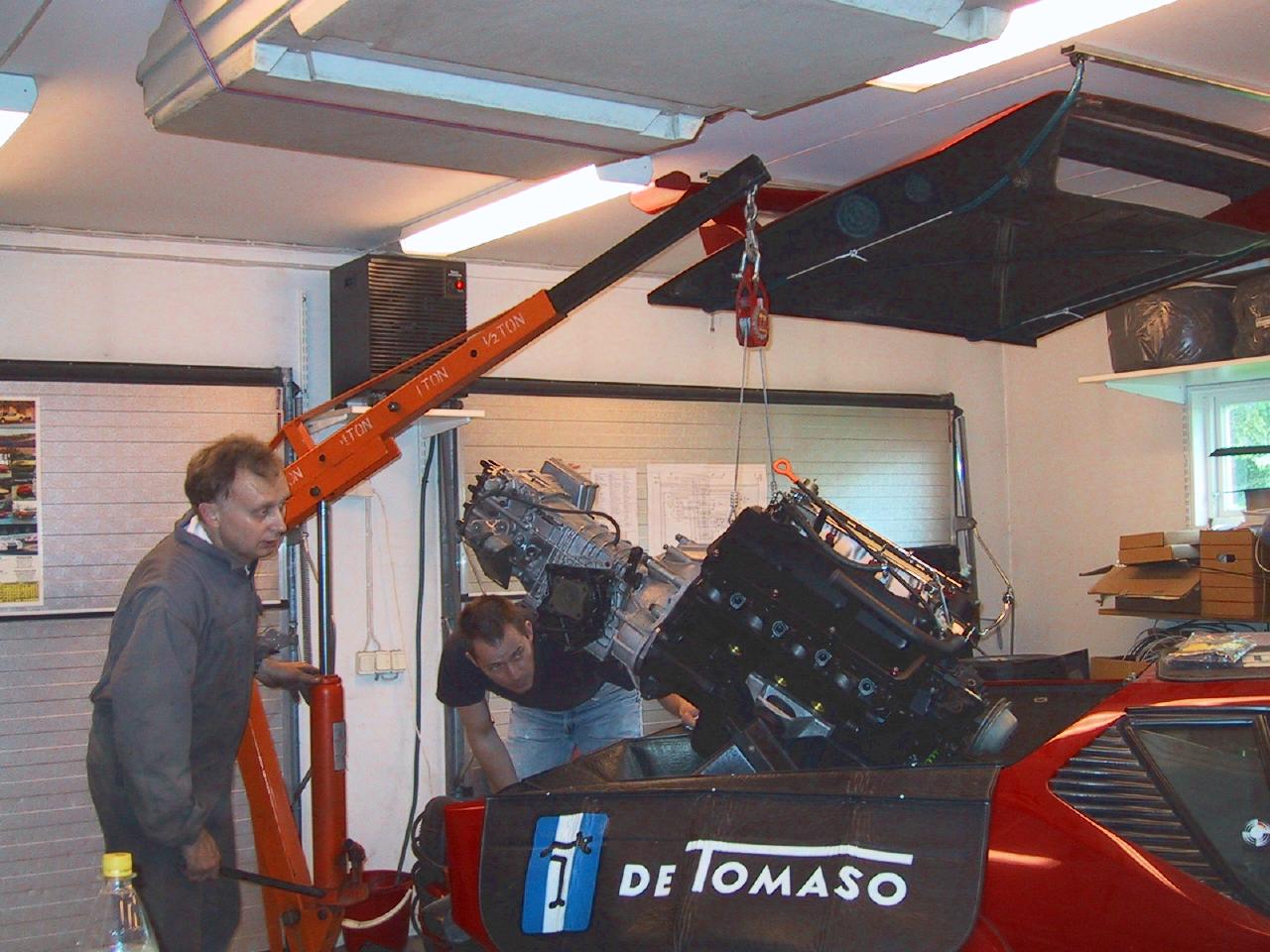
I borrowed a 2 ton engine hoist with a long arm and extendable legs,
and Master Mechanic Tomas Gunnarsson helped me get it out.
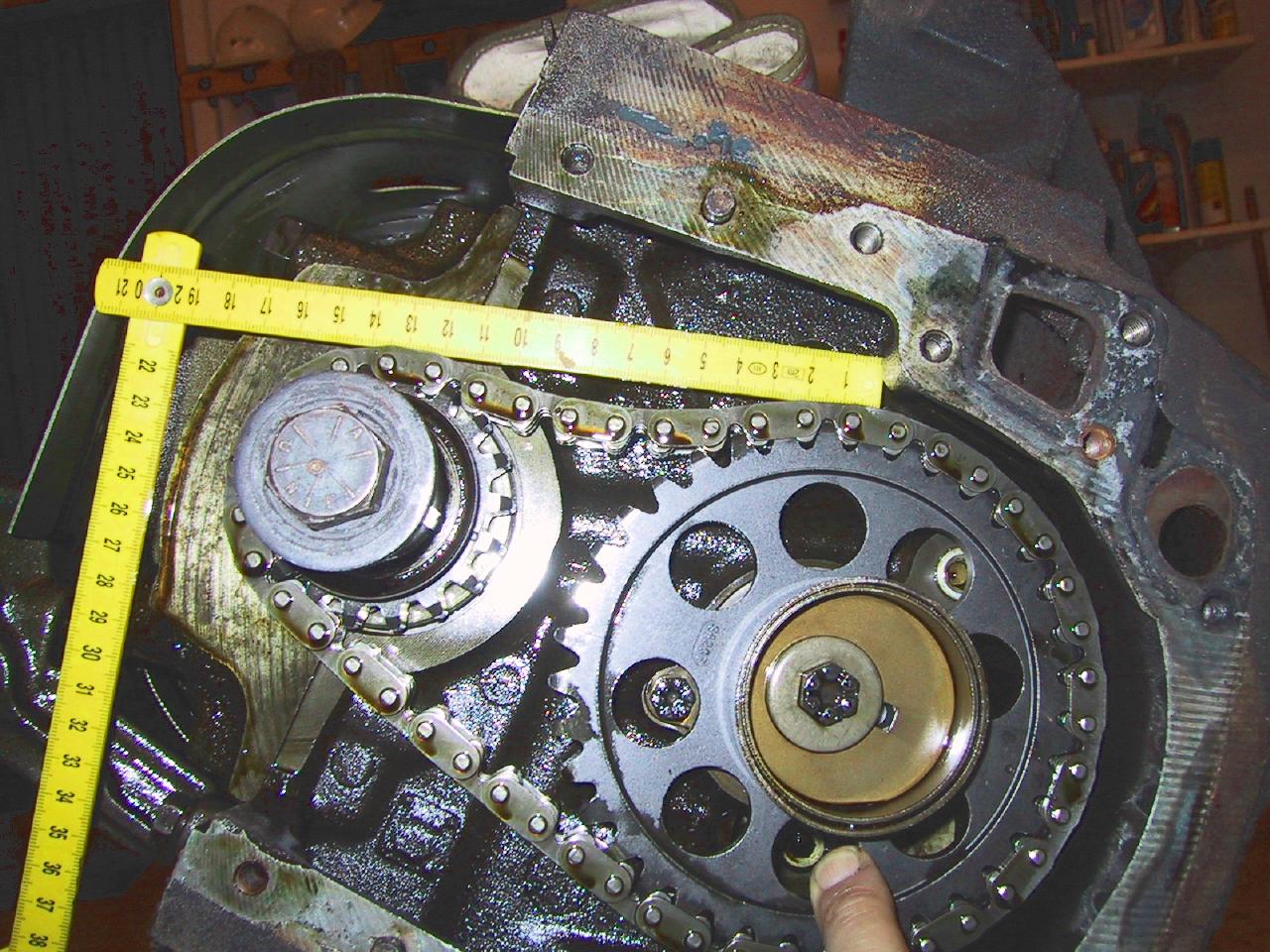
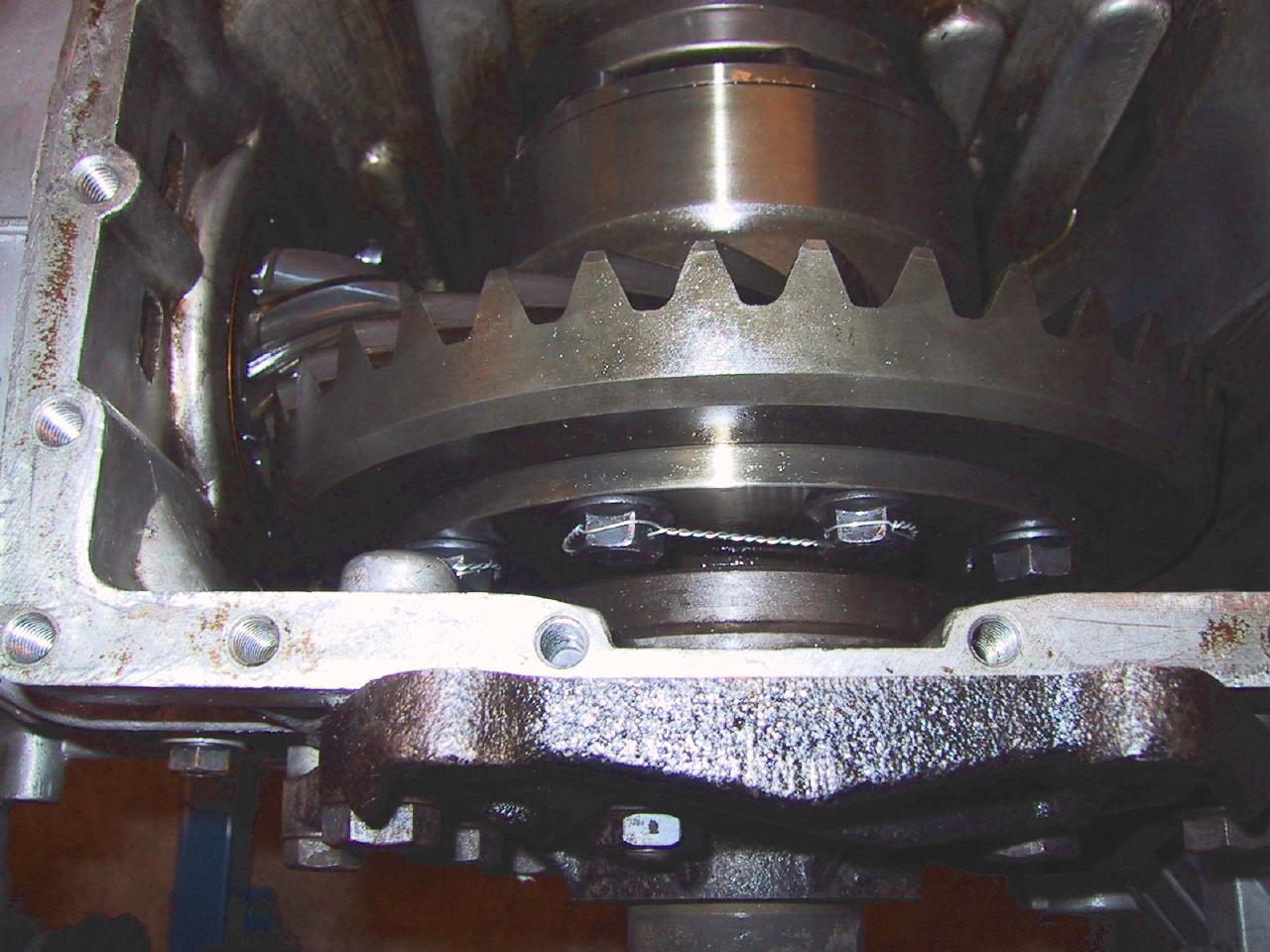
A sloppy timing chain.

Someone has apparently been here before.

I used forged standard sized Speed-Pro pistons, and I would have used 0.010" oversize if that had been available. Unfortunately the first oversize is 0.030", which is the maximum recommended for a 351C. I didn't want to use all the meat, so I decided to go with stock size pistons, Total Seal rings and only hone the bores slightly.
The rods were cleaned up and fitted with new ARP bolts and then fitted to the pistons
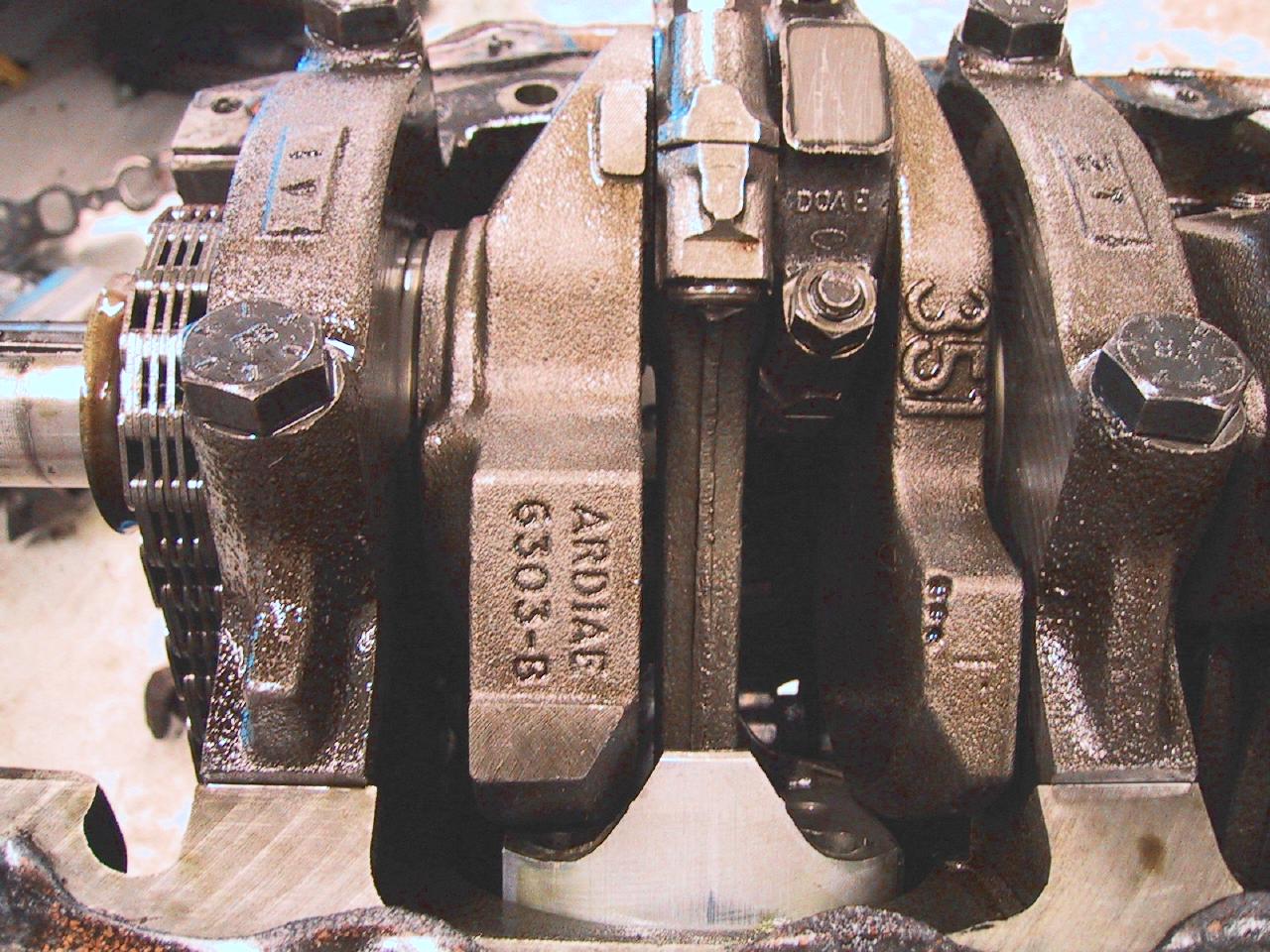
This is what an Australian crank look like.
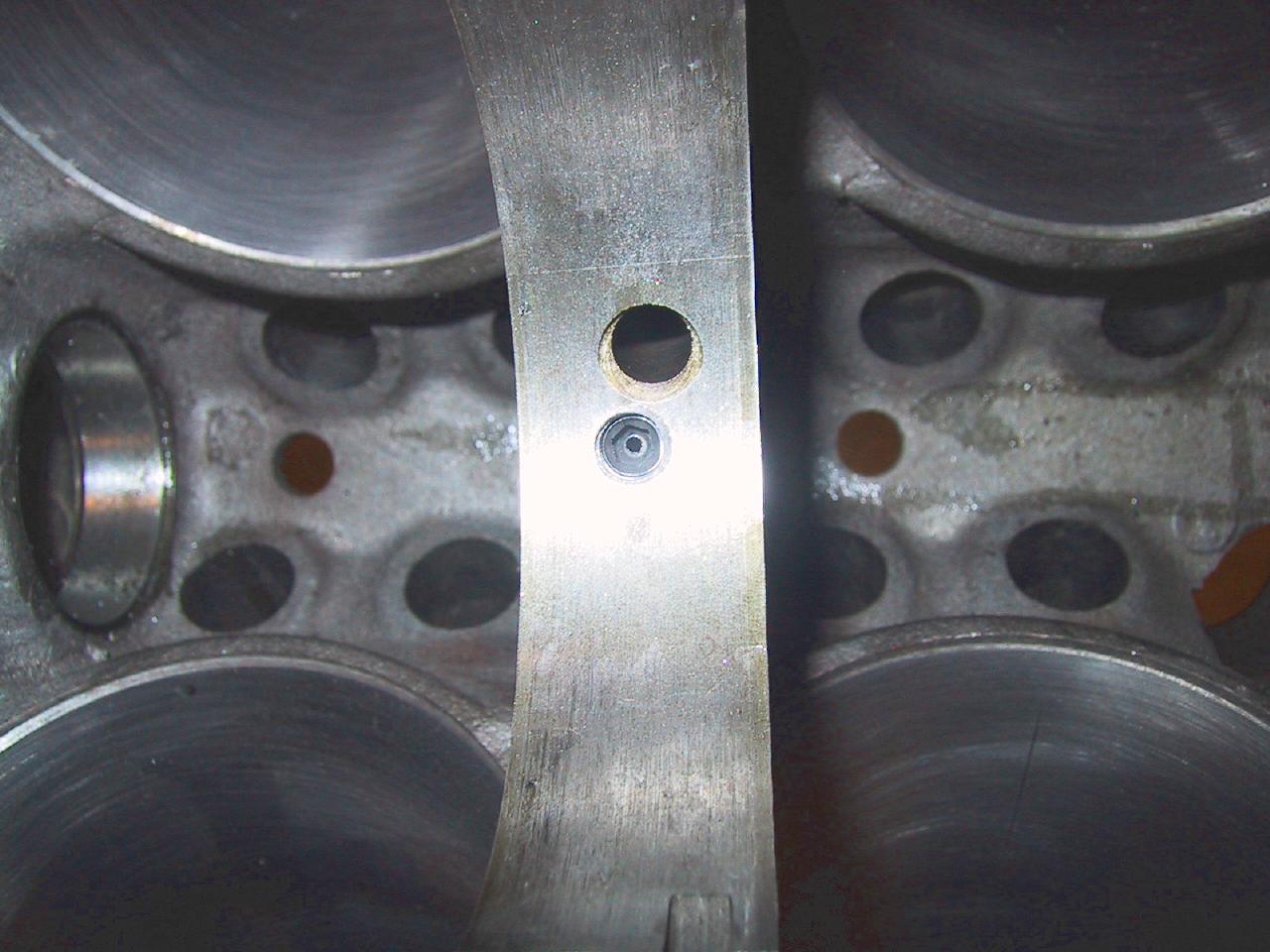
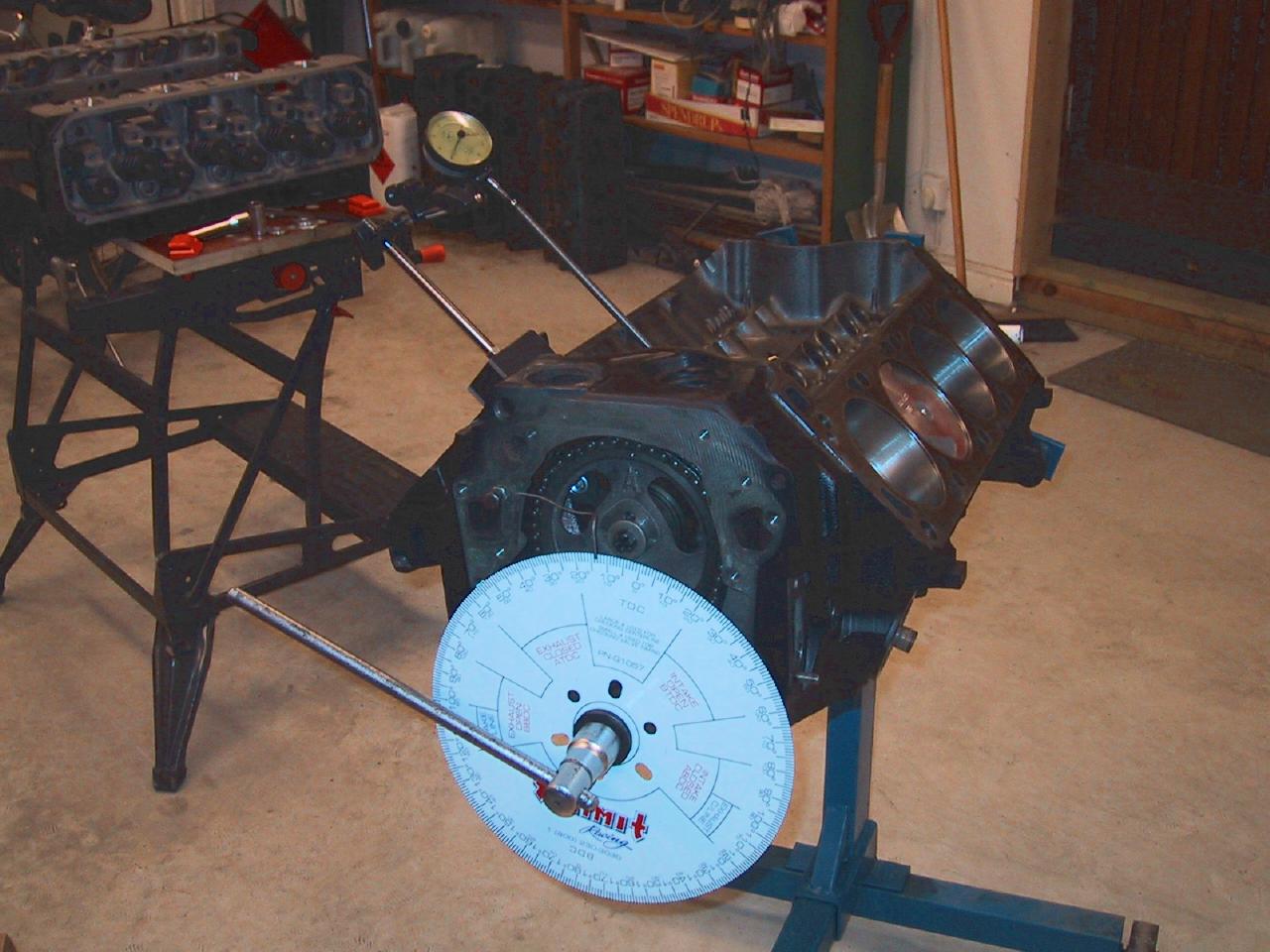
The machinist wanted to clean up and polish the journals and also index
the rod journals. It was ground to the first under-dimension, 0.010".


This shows the trap door in the pan, as well as some of the less than
stellar welding job.


There has been an oil leak somewhere and I have had to keep an old newspaper under the oil pan. I have wiped the oil pan clean before and it appears that the leaks were actually some pin hole in the welding. To find the leaks I filled the pan with water plus some detergent.


After sand blasting and fixing some of the holes the pan now appears tight. I haven't torqued the plug fully which is the reason that there's some sweat around it.

Factory windage tray and extended pickup.
As these are heavy he sent them by boat, which took around 8 weeks.

The crate as it arrived from Australia.
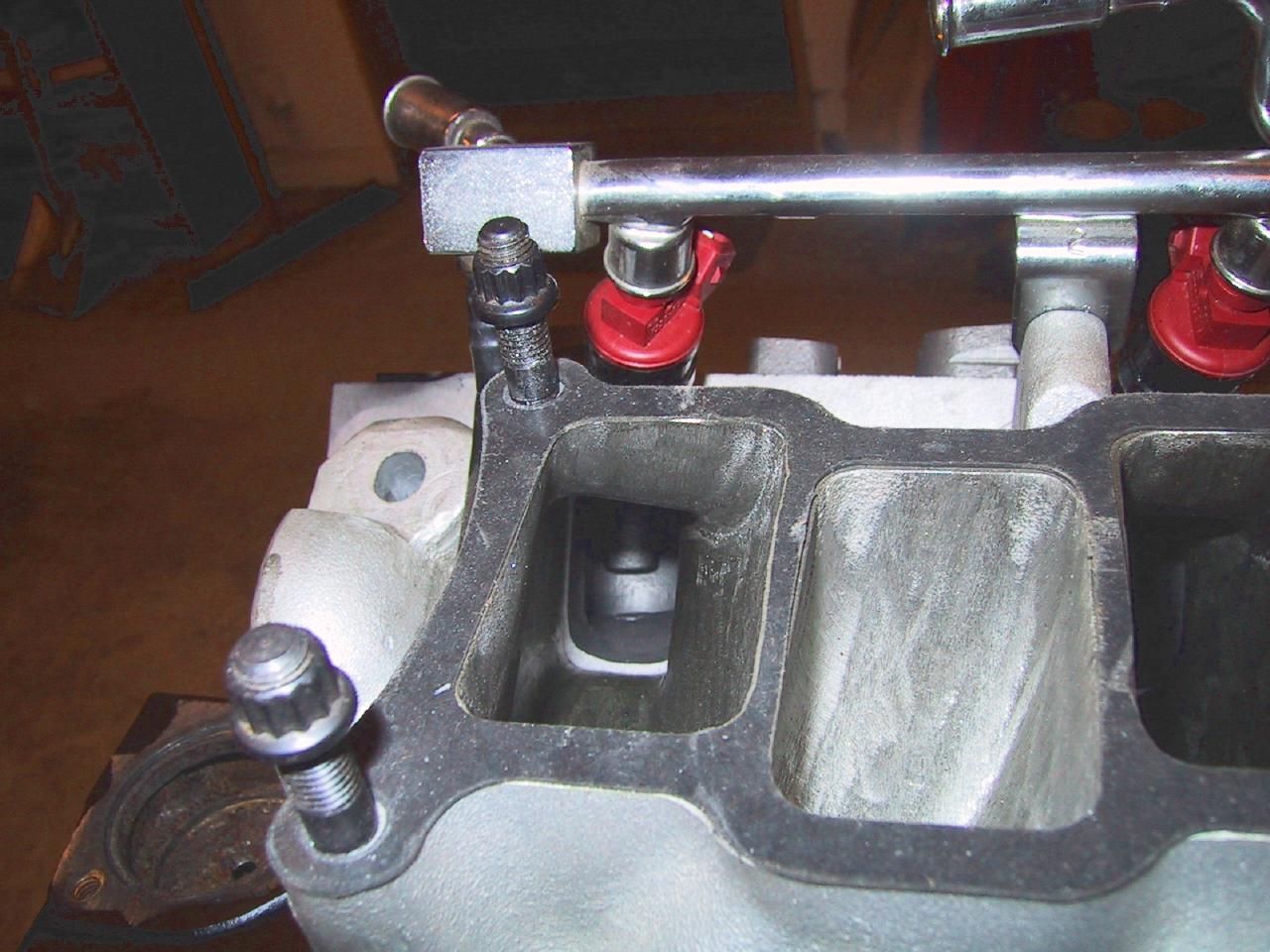
I have some port matching to do to make a smooth transition from the modified 351W intake (square ports) to the 2V Cleveland (rounded) ports. A good quality carbide bit in the Dremel works fine for this.
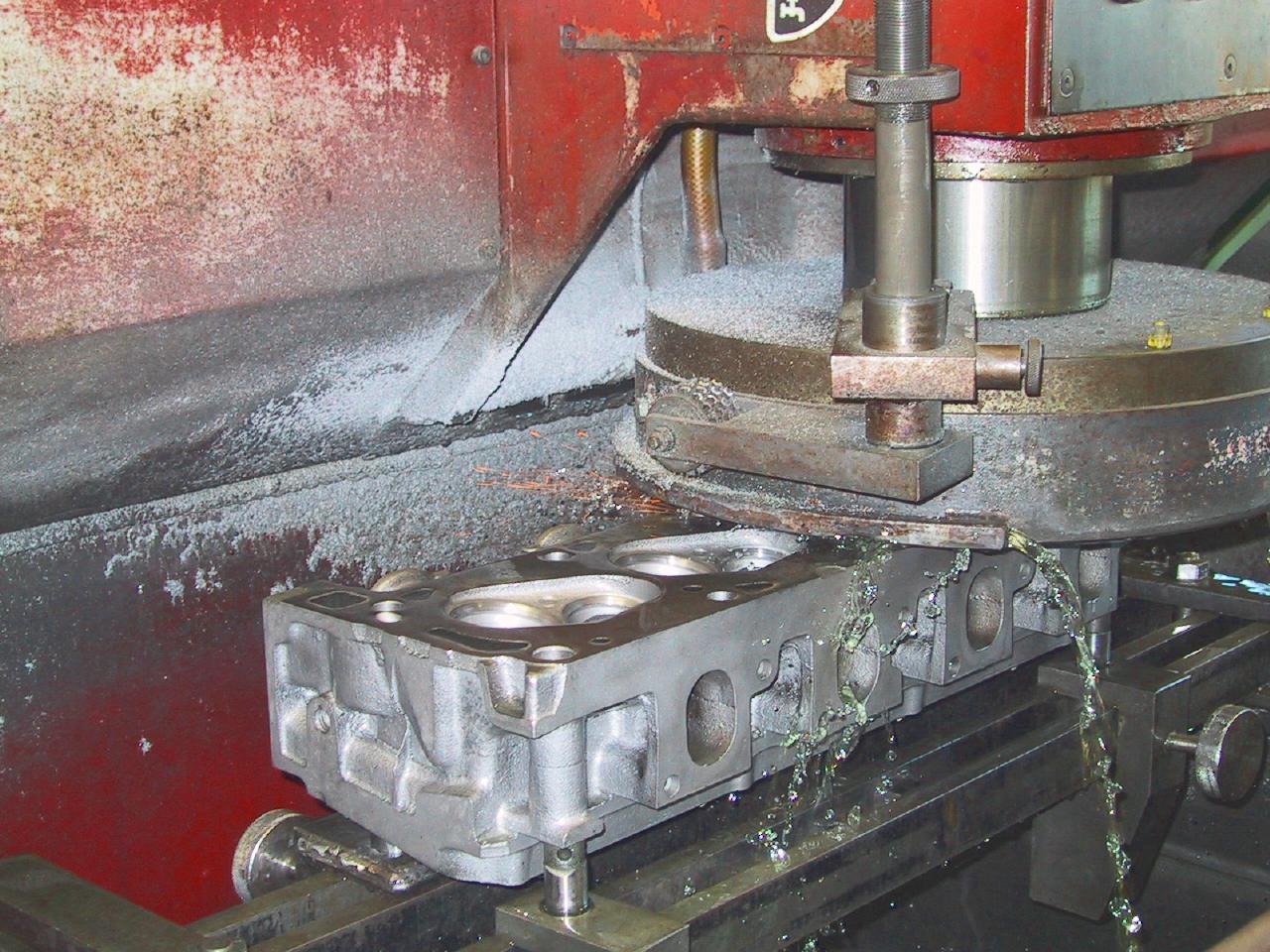
Surfacing one of the heads.
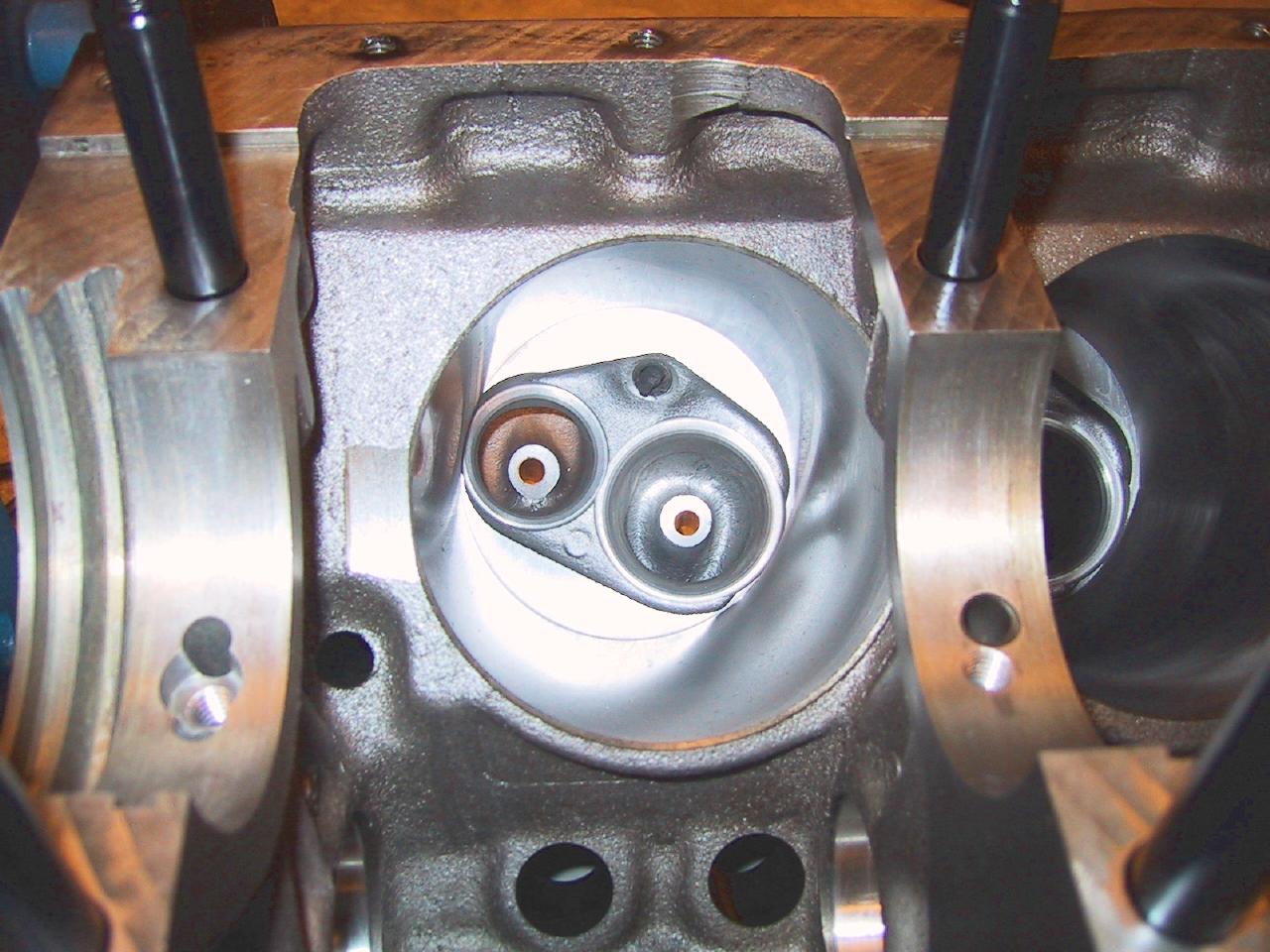
Left: The finished combustion chamber, with titanium valves, 2.18" intake and 1.60" exhaust.
Right: The chamber seen through the bore. The bronze valve guide inserts can barely be seen with the copper like finish.
This what the port mismatch looked like before attacking it with the Dremel.
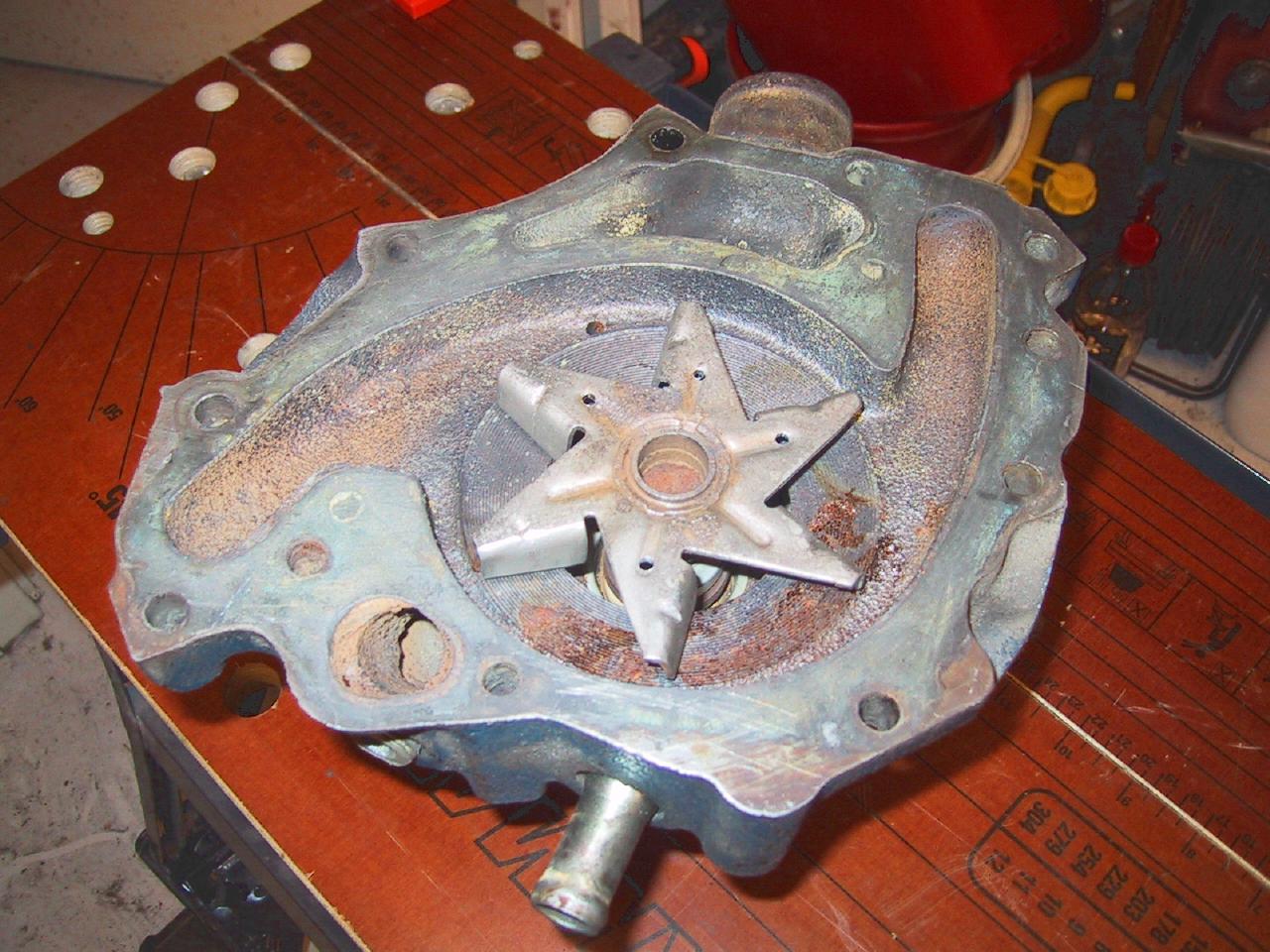
Summit carries the "FlowKooler" disc, which is a simple sheet metal disc that is riveted to the back of the impeller.



I noticed that the clutch disc had cracked in one placed, but this was
fixed by TIG-welding it.
Tomas Gunnarsson came by and borrowed one head to use as a fixture when he was welding up his headers. He had opened them drastically to be able to reach the leaks.
I filled the headers with water to check for leaks, and the left header was relatively OK. Only a few drops per second. The right header was another story. There was a substantial leak between the tubes that was not visible from the outside.
Well, what leaks from the inside must also leak from the outside. I filled the bathtub, grabbed a flashlight and the camera:


The left picture shows water flowing into the right tubes.
The right picture shows quite a large hole.


The left picture shows what the leaking oil pan does to cleanliness and the right after some washing.


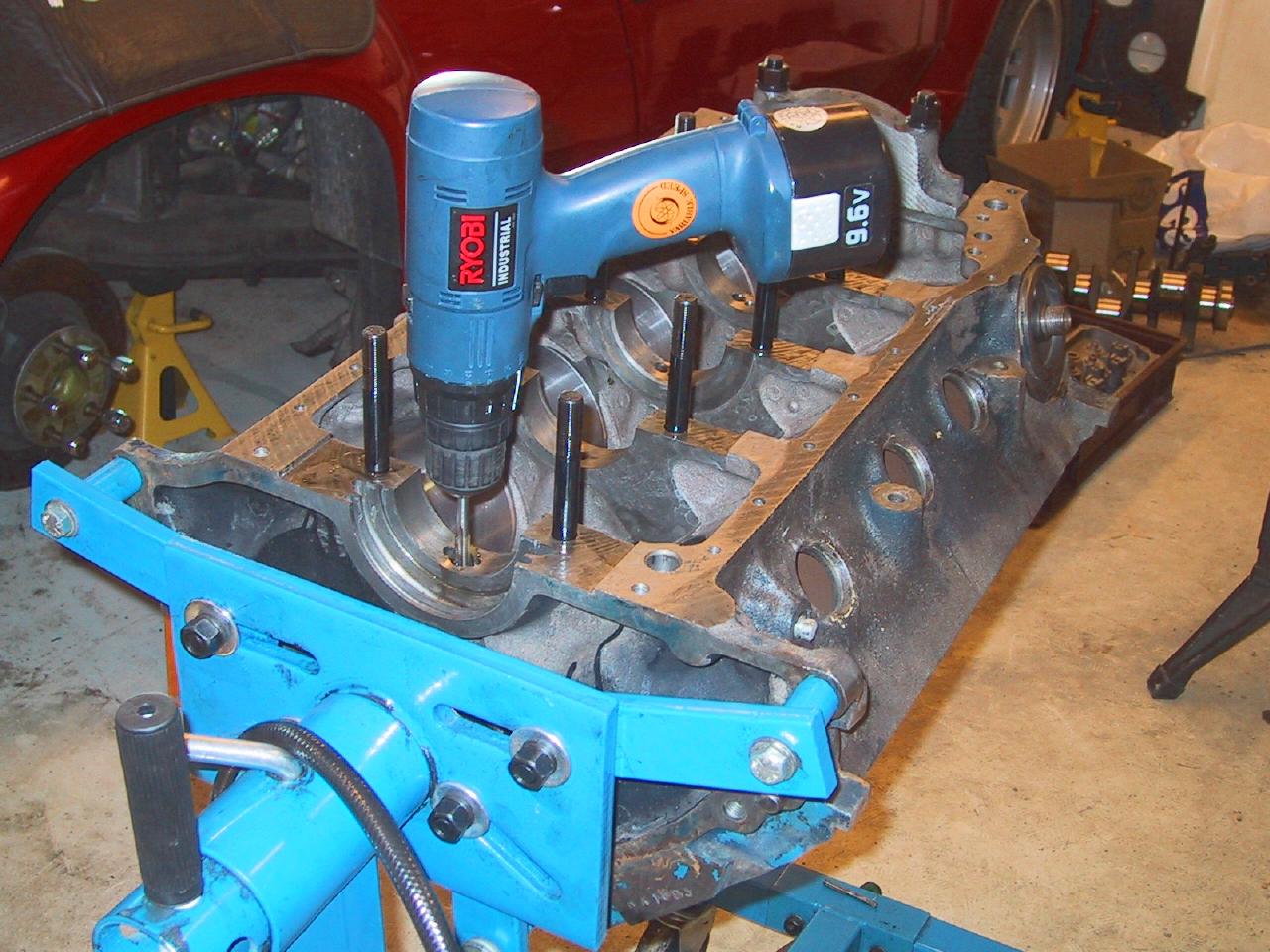
The drilling setup. I used 1.5mm titanium nitride drill bits, which worked pretty well. I used up 5 bits on the 10 bolts.


Special tool fabricated to allow proper torquing of the bolts. The torque
set on the wrench has to be lowered to compensate for the extra torque
that the tool adds:
Ms = (M * lm) / (lm + lv)
Where:
Ms = Torque set on torque wrench
M = Desired torque at bolt, 8-9 kpm, ~80-90Nm
lm = length between head and handle of torque wrench (where the force is
applied)
lv = length of tool, between center of bolt and socket
If you (like I did) believe that the distance between the head of the torque
wrench and where the force is applied is irrelevant, then you need to think
again.
The end result.













If you have comments or suggestions, email me at thomas@Hax.SE
Last update: 2002-12-04